
以下是:佳木斯市桦南县发货及时的无缝钢管厂家的产品参数【星腾伟业】为客户提供多样化产品,包括汤原无缝钢管多种规格供您选择、郊县无缝钢管工期短发货快、同江无缝钢管值得买等,适配多元场景需求。发货及时的无缝钢管厂家,星腾伟业金属材料(佳木斯市桦南县分公司)专业从事发货及时的无缝钢管厂家,联系人:任威,电话:【0635-8885600】、【18865278086】,以下是发货及时的无缝钢管厂家的详细页面。 黑龙江省,佳木斯市,桦南县 桦南县始建于1946年6月,因位于桦川县之南得名。桦南县属寒温带大陆性季风气候,春夏秋冬四季分明,冬长夏短。桦南县主要农产品有大豆、玉米、水稻、白瓜、紫苏、烤烟等。牡佳铁路及鹤大、依饶等国省干道穿境而过。
无需繁琐的文字描述,观看我们的视频,让发货及时的无缝钢管厂家产品一览无余!以下是:佳木斯桦南发货及时的无缝钢管厂家的图文介绍
无缝钢管生产有近100年的历史。德国人曼尼斯曼兄弟于1885年首先发明二辊斜轧穿孔机,1891年又发明周期轧管机,1903年瑞士人施蒂费尔(R.C.Stiefel)发明自动轧管机(也称顶头式轧管机),以后又出现了连续式轧管机和顶管机等各种延伸机,开始形成近代无缝钢管工业。 20世纪30年代由于采用了三辊轧管机、挤压机、周期式冷轧管机,改善了钢管的品种质量。60年代由于连轧管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了无缝管与焊管竞争的能力。70年代无缝管与焊管正并驾齐驱,世界钢管产量以每年 5%以上的速度递增。中国1953年后重视发展无缝钢管工业,已初步形成轧制各种大、中、小型管材的生产体系。铜管一般也采用锭坯斜轧穿孔、轧管机轧制、盘管拉伸工艺。
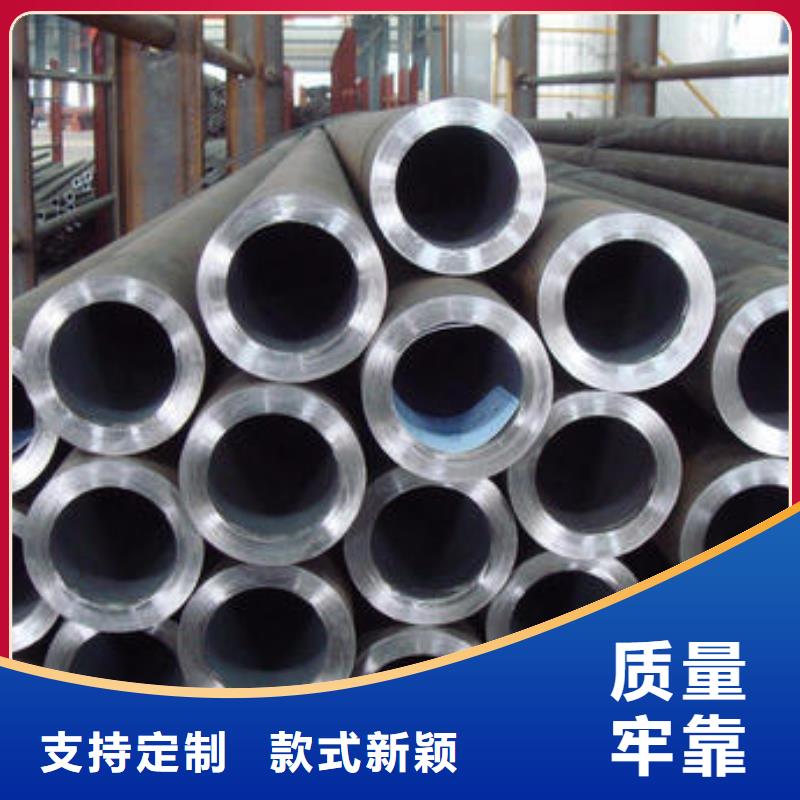
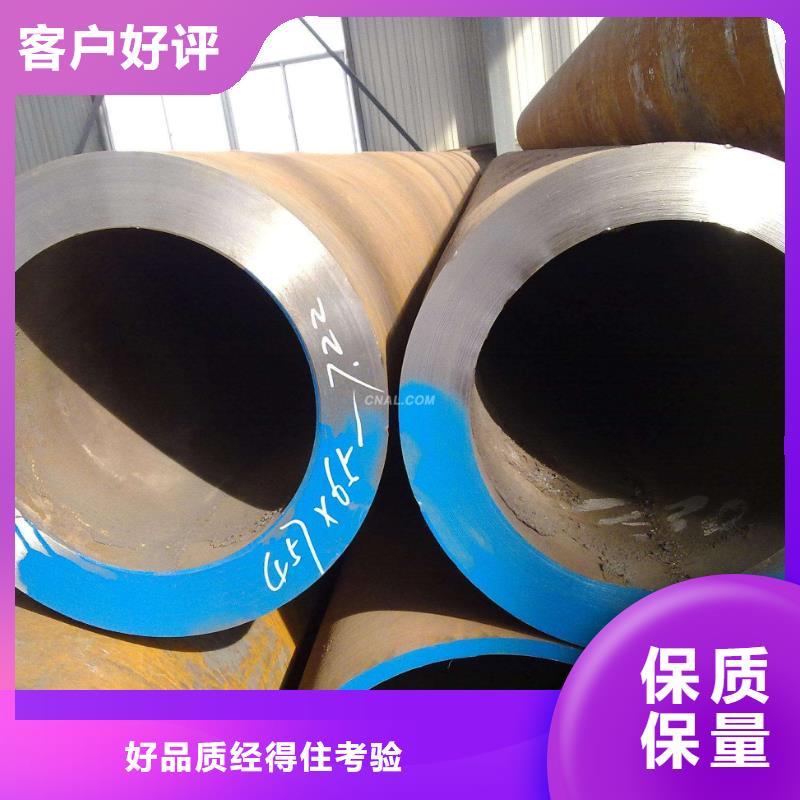
无缝钢管的用途及分类用途:无缝钢管是一种经济断面钢材,在国民经济中具有很重要的地位,广泛应用于石油、化工、锅炉、电站、船舶、机械制造、汽车、航空、航天、能源、地质、建筑及军工等各个部门。分类: ①按断面形状分:圆形断面管、异形断面管 ②按材质分:碳素钢管、合金钢管、不锈钢管、复合管 ③按连接方式分:螺纹连接管、焊接管 ④按生产方式:热轧(挤、顶、扩)管、冷轧(拔)管 ⑤按用途分:锅炉管、油井管、管线管、结构管、化肥管 ……
无缝钢管的生产工艺
①热轧无缝钢管主要生产工序(主要检验工序):
管坯准备及检查→管坯加热→穿孔→轧管→荒管再加热→定(减)径→热处理→成品管矫直→精整→检验(无损、理化、台检) →入库
②冷轧(拔)无缝钢管主要生产工序
坯料准备→酸洗润滑→冷轧(拔)→热处理→矫直→精整→检验
加热是热处理的重要工序之一。金属热处理的加热方法很多,早是采用木炭和煤作为热源,进而应用液体和气体燃料。电的应用使加热易于控制,且无环境污染。利用这些热源可以直接加热,也可以通过熔融的盐或金属,以至浮动粒子进行间接加热。 金属加热时,工件暴露在空气中,常常发生氧化、脱碳(即钢铁零件表面碳含量降低),这对于热处理后零件的表面性能有很不利的影响。因而金属通常应在可控气氛或保护气氛中、熔融盐中和真空中加热,也可用涂料或包装方法进行保护加热。 加热温度是热处理工艺的重要工艺参数之一,选择和控制加热温度,是保证热处理质量的主要问题。加热温度随被处理的金属材料和热处理目的不同而异,但一般都是加热到某特性转变温度以上,以获得高温组织。另外转变需要一定的时间,因此当金属工件表面达到要求的加热温度时,还须在此温度保持一定时间,使内外温度一致,使显微组织转变完全,这段时间称为保温时间。采用高能密度加热和表面热处理时,加热速度极快,一般就没有保温时间,而化学热处理的保温时间往往较长。 冷却也是热处理工艺过程中不可缺少的步骤,冷却方法因工艺不同而不同,主要是控制冷却速度。一般退火的冷却速度慢,正火的冷却速度较快,淬火的冷却速度更快。但还因钢种不同而有不同的要求,例如空硬钢就可以用正火一样的冷却速度进行淬硬。 金属热处理工艺大体可分为整体热处理、表面热处理和化学热处理三大类。根据加热介质、加热温度和冷却方法的不同,每一大类又可区分为若干不同的热处理工艺。同一种金属采用不同的热处理工艺,可获得不同的组织,从而具有不同的性能。钢铁是工业上应用广的金属,而且钢铁显微组织也为复杂,因此钢铁热处理工艺种类繁多。 整体热处理是对工件整体加热,然后以适当的速度冷却,以改变其整体力学性能的金属热处理工艺。钢铁整体热处理大致有退火、正火、淬火和回火四种基本工艺。 退火是将工件加热到适当温度,根据材料和工件尺寸采用不同的保温时间,然后进行缓慢冷却,目的是使金属内部组织达到或接近平衡状态,或者是使前道工序产生的内部应力得以释放,获得良好的工艺性能和使用性能,或者为进一步淬火作组织准备。正火或称常化是将工件加热到适宜的温度后在空气中冷却,正火的效果同退火相似,只是得到的组织更细,常用于改善材料的切削性能,也有时用于对一些要求不高的零件作为终热处理。 淬火是将工件加热保温后,在水、油或其他无机盐溶液、有机水溶液等淬冷介质中快速冷却。淬火后钢件变硬,但同时变脆。为了降低钢件的脆性,将淬火后的钢件在高于室温而低于650℃的某一适当温度进行较长时间的保温,再进行冷却,这种工艺称为回火。退火、正火、淬火、回火是整体热处理中的"四把火",其中的淬火与回火关系密切,常常配合使用,缺一不可。 "四把火"随着加热温度和冷却方式的不同,又演变出不同的热处理工艺。为了获得一定的强度和韧性,把淬火和高温回火结合起来的工艺,称为调质。某些合金淬火形成过饱和固溶体后,将其置于室温或稍高的适当温度下保持较长时间,以提高合金的硬度、强度或电性磁性等。这样的热处理工艺称为时效处理。 把压力加工形变与热处理有效而紧密地结合起来进行,使工件获得很好的强度、韧性配合的方法称为形变热处理;在负压气氛或真空中进行的热处理称为真空热处理,它不仅能使工件不氧化,不脱碳,保持处理后工件表面光洁,提高工件的性能,还可以通入渗剂进行化学热处理。 表面热处理是只加热工件表层,以改变其表层力学性能的金属热处理工艺。为了只加热工件表层而不使过多的热量传入工件内部,使用的热源须具有高的能量密度,即在单位面积的工件上给予较大的热能,使工件表层或局部能短时或瞬时达到高温。表面热处理的主要方法有火焰淬火和感应加热热处理,常用的热源有氧乙炔或氧丙烷等火焰、感应电流、激光和电子束等。 化学热处理是通过改变工件表层化学成分、组织和性能的金属热处理工艺。化学热处理与表面热处理不同之处是后者改变了工件表层的化学成分。化学热处理是将工件放在含碳、氮或其他合金元素的介质(气体、液体、固体)中加热,保温较长时间,从而使工件表层渗入碳、氮、硼和铬等元素。渗入元素后,有时还要进行其他热处理工艺如淬火及回火。化学热处理的主要方法有渗碳、渗氮、渗金属。山东无缝钢管 热处理是机械零件和工模具制造过程中的重要工序之一。大体来说,它可以保证和提高工件的各种性能,如耐磨、耐腐蚀等。还可以改善毛坯的组织和应力状态,以利于进行各种冷、热加工。 例如白口铸铁经过长时间退火处理可以获得可锻铸铁,提高塑性;齿轮采用正确的热处理工艺,使用寿命可以比不经热处理的齿轮成倍或几十倍地提高;另外,价廉的碳钢通过渗入某些合金元素就具有某些价昂的合金钢性能,可以代替某些耐热钢、不锈钢;工模具则几乎全部需要经过热处理方可使用。 目前,随着激光和等离子技术的日益成熟,利用这两种技术,并在普通钢工件表面涂敷一层其他耐磨、耐蚀或耐热涂层,以改变原工件表面性能,这种新技术称为表面改性。
佳木斯桦南星腾伟业金属材料有限公司长期从事 无缝钢管等产品的销售工作。公司始终坚持以人为本,诚信立业的经营原则,荟萃业界精英,管理方法及企业经验与国内市场发展具体实际相结合,为企业提供的设计方案,使企业在激烈的市场竞争中始终保持竞争力,实现企业快速稳定的发展。公司人才结构合理,为了开发出真正适合企业需求的产品,紧密跟踪国内前沿行业方面的技术和行业发展特点,不断优化产品,令用户得到优质的服务和良好的投资回报。我们信奉“诚信为本、用户至上”的宗旨。以市场的需求为导向、以客户的需求为标准、以先进的技术为依托、以科学的管理为基础,竭诚为用户提供各种产品加工和技术服务。您的需要就是我们的目标,竭诚欢迎新老用户咨询、洽谈、合作,共谋发展。
制定管材冷轧冷拔生产的工艺流程及变形规程。在管材冷轧冷拔机组中,在产品投产以前必须对它的生产工艺流程、变形参数和加工设备选择等有一个明确的规定,作为组织生产和进行操作的依据,这项工作就是编制工艺程序表。根据所采用的冷加工方法,工艺程序表可分为拔制表(采用冷拔变形)和轧制表(采用冷轧变形)以及轧制和拔制表(采用冷轧冷拔两种方式变形),由于管材冷轧冷拔生产特点是多工序和循环性,而且品种很多,为了使生产能合理和有秩序地进行,编制工艺程序表是很重要的。工艺程序表的内容包括有:管料尺寸,变形方式和道次,每道次的变形量及变形后管子尺寸,选用的加工设备、辅助工序和工模具类型等。编制工艺程序表时,除根据材料加工特性和管子技术条件外,还必须考虑具体的生产条件。各冷拔冷轧机组都有根据自己生产条件制定的工艺程序表,并且在生产实践中不断地进行修改和完善。山东无缝钢管 冷加工方式的配置 按冷轧和冷拔使用情况,方式配置可有单一冷轧、单一冷拔和冷轧冷拔结合3种方案。 (1)单一冷轧方案。和冷拔相比,冷轧变形时应力状态好,道次变形量大,可减少中间工序并缩短生产周期,能降低消耗和降低成本,适宜加工塑性差的高合金钢管和难变形的有色金属。其缺点是生产力低,生产灵活性较小。 (2)冷轧冷拔结合的方案。是管材冷加工的合理方案,冷轧冷拔相结合可发挥冷轧变形量大和冷拔生产灵活的优点,以减少工序、缩短生产周期、提高生产力和扩大品种。采用冷轧冷拔结合方案时,通常是管料先在冷轧机上轧到定壁或定壁前的某个道次,然后进行拔制,直至成品道次。 (3)单一冷拔方案。由于冷拔的道次变形量较小,变形道次多,中间工序多,生产周期长,金属及辅助材料消耗大,单一冷拔方案不是 方案。但拔管机结构比冷轧机简单,投资少,操作容易掌握,工具的制造和更换方便,生产灵活性大,生产力也较高。故采用单一冷拔方案来加工碳钢、低合金钢管和一般有色金属管在实际生产中有广泛的应用。管料尺寸的选择 在冷加工管材生产中,管料的尺寸(直径和壁厚)决定着变形道次、成品管尺寸精度和表面质量。在能保证成品管质量的前提下尽可能选用接近成品尺寸的管料。管料的小壁厚应能保证管料和成品管的壁厚差(即总减壁量)能热轧管表面的螺纹道、划道等表面缺陷,改善壁厚不均,以获得尺寸公差和表面质量都符合要求的管材。在冷拔管生产中,冷拔的小总减壁量一般取0.5~1mm。对成品管质量(尺寸精度、表面质量)要求高时也可以将总减壁量取大一些。在可供应条件下,管料的直径一般比成品管的直径大5~20mm。主要是考虑减径量与减壁量的关系,即变形时有一定的减壁量必定有相应的减径量,才能保证顺利实现金属变形。选择冷轧管料与冷拔的原则基本相同,但在确定管料和中间管尺寸时则要考虑满足冷轧机孔型系统的要求。道次变形量的选择即确定每个加工道次的变形程度(断面压缩率、延伸系数)、减径量和减壁量。在条件允许时,应选取大的道次变形量,以减少加工道次。选择冷轧管机道次变形量时要考虑轧机主要部件强度、材料塑性、对管材的质量要求等。在实际生产中管材的尺寸精度、表面状态以及工具的寿命等常成为限制道次变形量的因素。为了保证产量和质量,成品道次的变形量应取小一些。在多辊式冷轧管机上道次变形量(特别是减径量)比二辊式冷轧管机的小。选择冷拔机道次变形量的影响因素有:金属的冷加工性能(包括金属的强度和塑性)、管身强度(拔制时不能出现拔断现象)、拔管机能力以及选用的拔制方式(见管材冷轧冷拔)和模具类型(见冷拔管工具)。在选择拔制道次变形量时还应考虑的因素有:连拔道次(道次中间不经热处理)的多少,热处理、酸洗、润滑质量的好坏。
发货及时的无缝钢管厂家_星腾伟业金属材料(佳木斯市桦南县分公司),固定电话:【18865278086】,移动电话:【0635-8885600】,联系人:任威,开发区汇通物流园B115。











